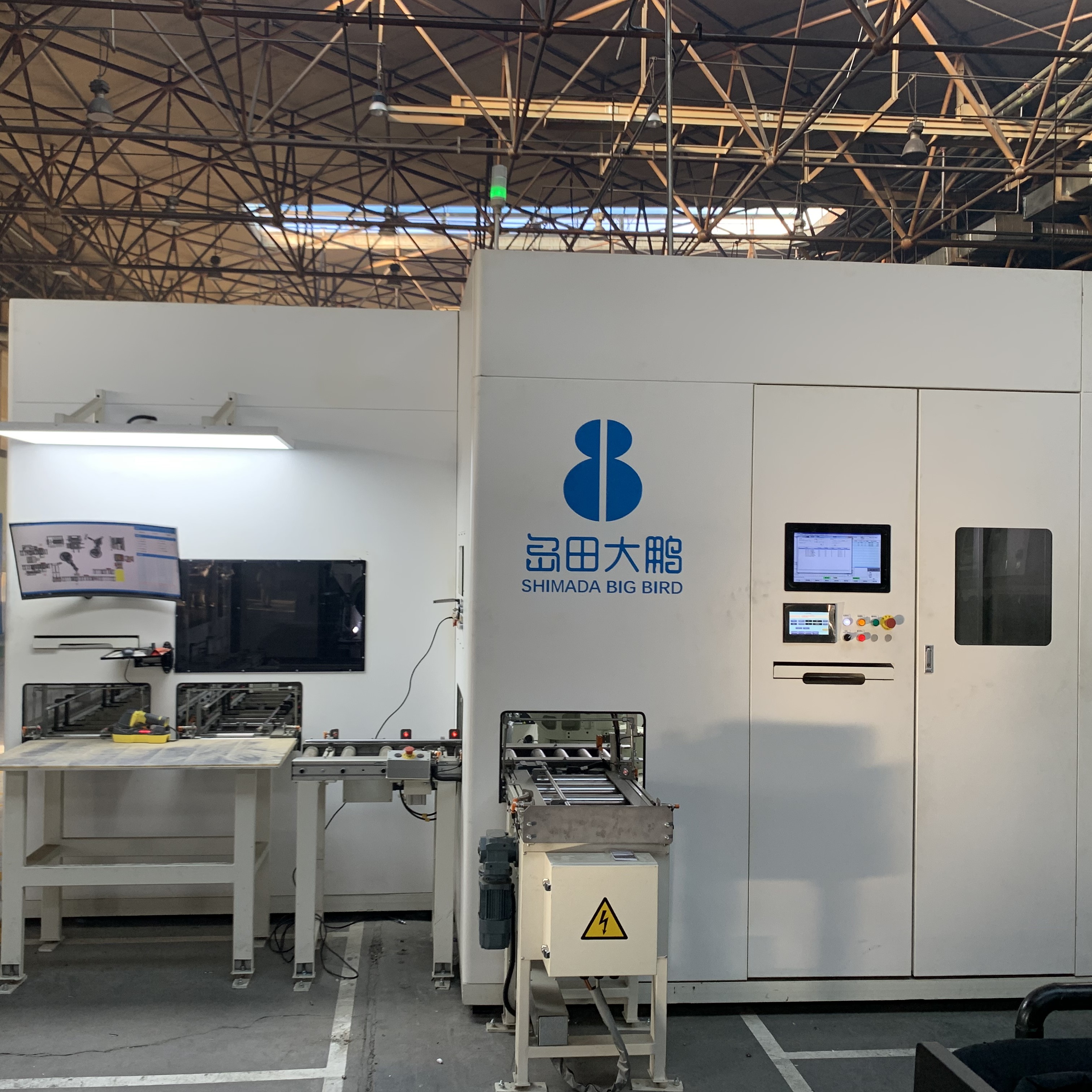



Surface See - ระบบตรวจสอบด้วยภาพสำหรับข้อบกพร่องบนพื้นผิว
ตัวอย่างนี้สำหรับระบบตรวจสอบข้อบกพร่องของฝาสูบด้วยระบบวิชัน
ระยะเวลาการผลิต: 36 วินาที (ปรับแต่งได้ตามชิ้นงาน)
กล้องอุตสาหกรรม: 5–25 MP (48 หน่วย)
การจัดแสง: แสงพื้นผิว ไฟแถบแบบรวม
ระบบควบคุม: คอมพิวเตอร์อุตสาหกรรม PLC
เครื่องวัดโปรไฟล์เลเซอร์: ความแม่นยำในการตรวจจับ ±0.1 มม.
คำอธิบาย
มาสเตอร์ - ระบบตรวจสอบข้อบกพร่องด้วยภาพ
ตัวอย่างนี้สำหรับระบบตรวจสอบข้อบกพร่องของฝาสูบด้วยระบบวิชัน
ข้อมูลจำเพาะทางเทคนิค
| รายการสเปค | รายละเอียด |
|---|---|
| รอบการผลิต | 36 วินาที (ปรับแต่งได้ตามชิ้นงาน) |
| กล้องอุตสาหกรรม | 5–25 MP (48 หน่วย) |
| แสงสว่าง | แสงพื้นผิว ไฟแถบแบบรวม |
| ระบบควบคุม | คอมพิวเตอร์อุตสาหกรรม PLC |
| เครื่องวัดโปรไฟล์เลเซอร์ | ความแม่นยำในการตรวจจับ ±0.1 มม. |
หมายเหตุ: ข้อมูลจำเพาะเป็นเพียงข้อมูลอ้างอิงเท่านั้น สำหรับรายละเอียดเพิ่มเติม กรุณาติดต่อเรา

อุตสาหกรรมที่เกี่ยวข้อง
ยานยนต์เพื่อการพาณิชย์ ยานยนต์สำหรับผู้โดยสาร (รวมถึงยานยนต์พลังงานใหม่)
ชิ้นงานที่รองรับ
ฝาสูบเครื่องยนต์
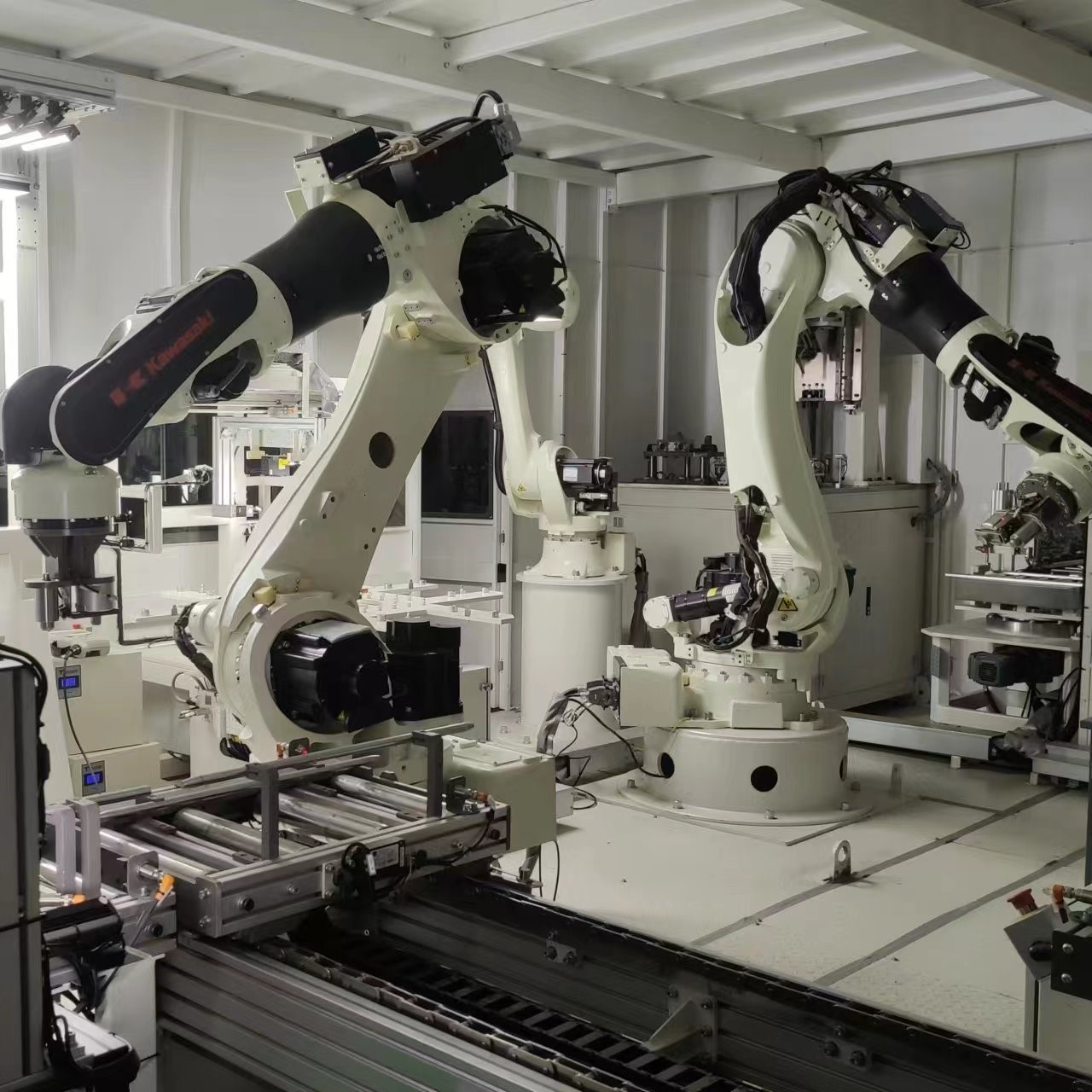
คำอธิบายเครื่องจักร
ระบบสามารถให้การรับรู้อัตโนมัติ การทำเครื่องหมาย การตรวจสอบมิติหลัก การตรวจจับความบกพร่อง การทำเครื่องหมายสำหรับชิ้นงานที่ผ่านการตรวจสอบ และการผูกข้อมูล/จัดเก็บข้อมูลสำหรับรุ่นฝาสูบที่หลากหลาย ระบบช่วยทดแทนการตรวจสอบแบบด้วยมือในอดีต เพิ่มประสิทธิภาพการอัตโนมัติ ลดต้นทุนแรงงาน และลดข้อผิดพลาดในการตรวจสอบ
ภาพรวมกระบวนการ
การกำจัดเศษโลหะจากห้องเผาไหม้
การรับรู้และการทำเครื่องหมายฝาสูบ
การตรวจสอบข้อบกพร่องของพื้นผิวฝาครอบและพื้นผิวที่สัมผัส
การตรวจสอบมิติแบบสามมิติ
การตรวจสอบข้อบกพร่องของพื้นผิวในห้องเผาไหม้และท่อไอเสีย
การตรวจสอบข้อบกพร่องของพื้นผิวด้านหน้าและด้านหลัง
การตรวจสอบมิติของชิ้นงานที่ผ่านการกลึงแล้ว
สำหรับกรณีที่ไม่ผ่าน (NG):
การตรวจสอบซ้ำด้วยวิธีการด้วยมือ
การตรวจจับตำหนิ
ครอบคลุมทั้งพื้นผิวที่ผ่านการกลึงแล้วและพื้นผิวที่ยังไม่ผ่านการแปรรูป รวมถึง:
รูทราย รูอากาศ ตกค้างของทรายอุดตัน
แกนหัก แม่พิมพ์ไม่ตรงกัน รอยไหม้
การชนกัน รอยขีดข่วน และข้อบกพร่องอื่น ๆ บนพื้นผิว
การวัดมิติ
ปริมาตรห้องเผาไหม้
ปริมาตรช่องดูดและช่องปล่อย (การวัดแบบทางอ้อม)