Gentleman
Plusieurs modèles, personnalisation non standard
Trois modèles de base, prise en charge de la personnalisation, couvrant une gamme de tailles d'ouverture de 4 mm à 120 mm.
Description
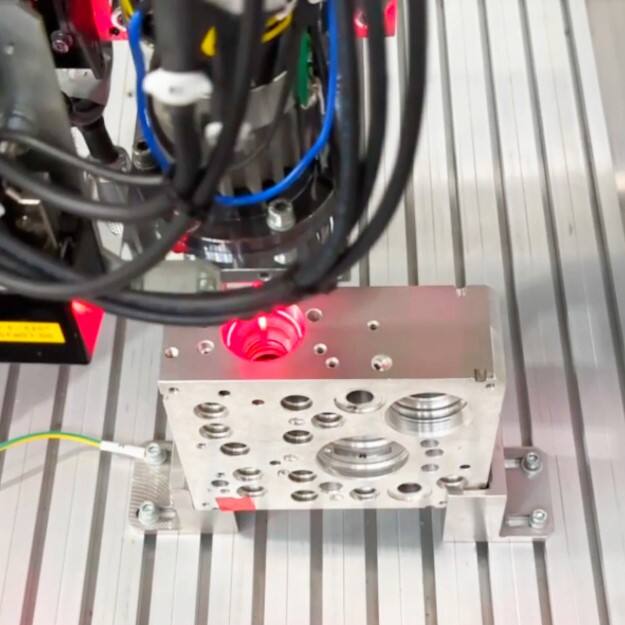
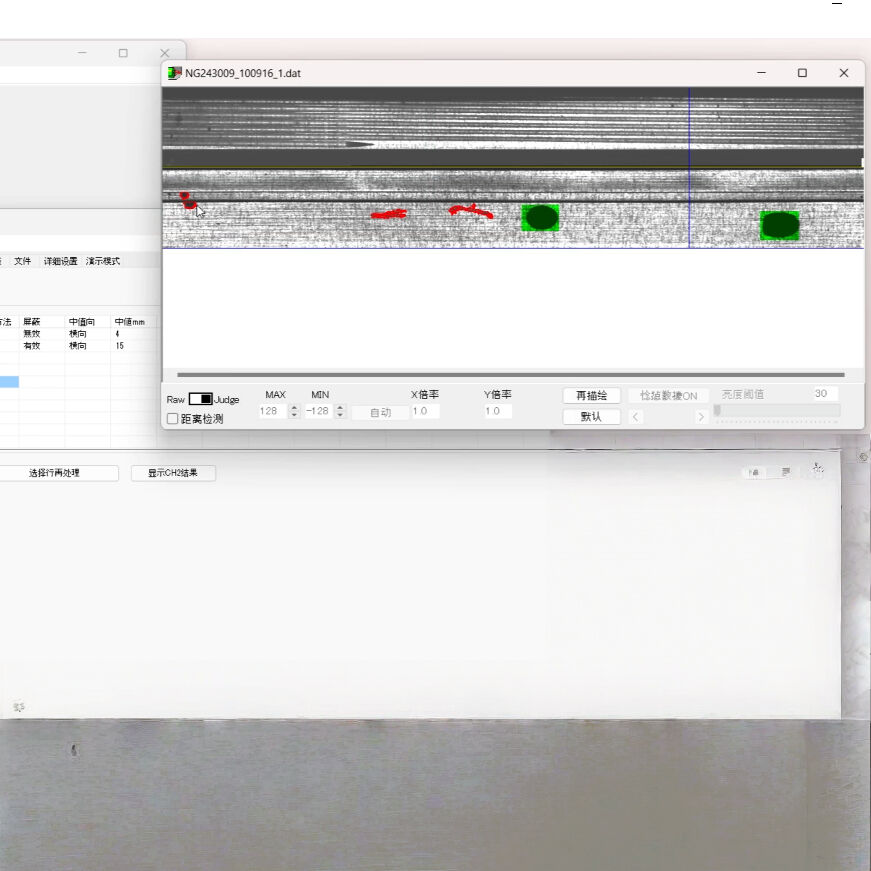
| Contenu de la détection | Défauts tels que rayures et soufflures sur les parois intérieures des trous. |
| Industrie applicable | Industrie automobile. |
| Pièces correspondantes | Composants incluant des trous filetés, trous traversants, trous borgnes, etc. |
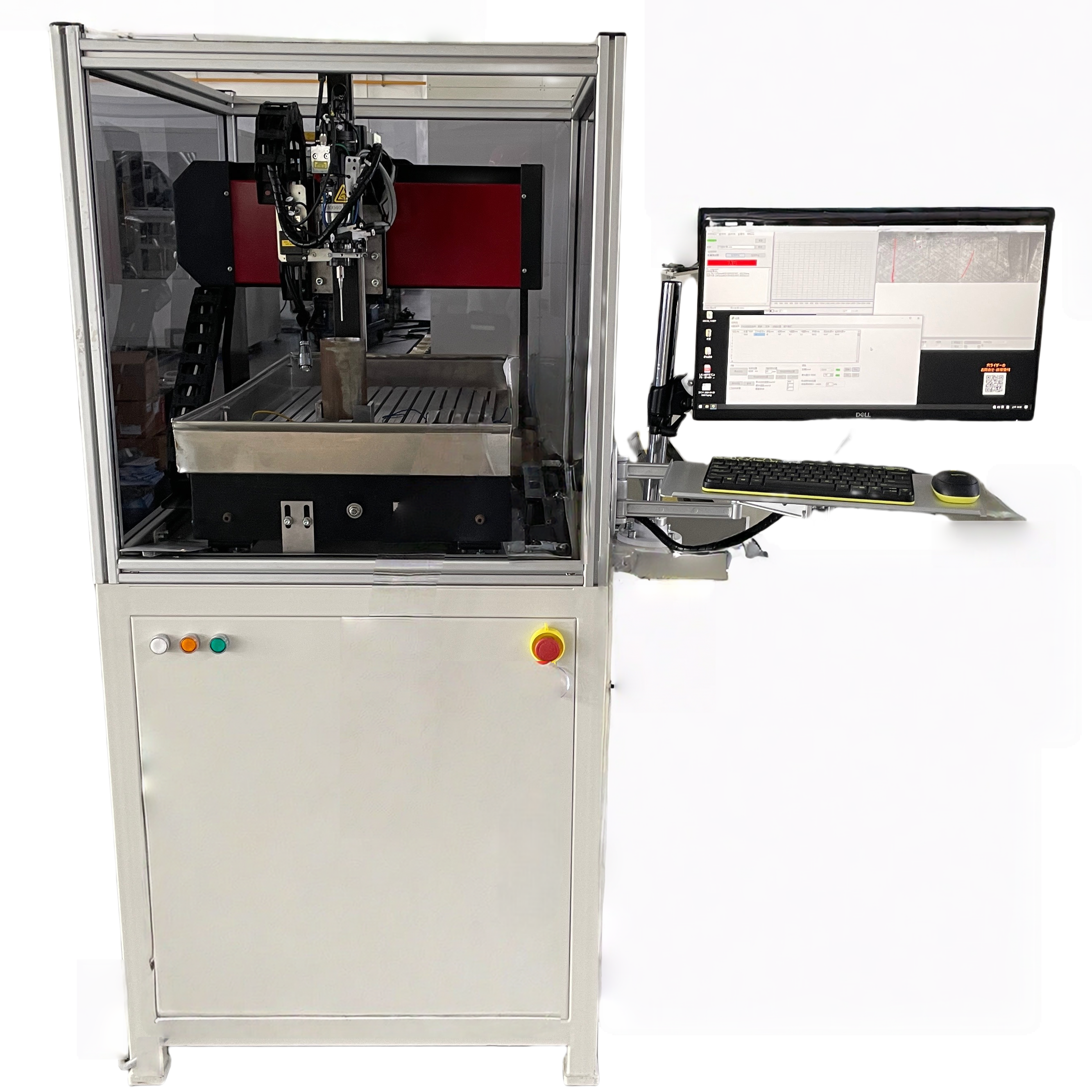
| Transmission d'équipement | Sur robot avec système servo à deux axes. |
| Description de l'équipement | Capable de détecter des défauts sur les parois intérieures de trous avec un diamètre minimum de φ4 mm. |
| Spécification | Personnalisation non standard. |
| Rythme de production | Vitesse d'inspection de 25 à 50 mm/s. |
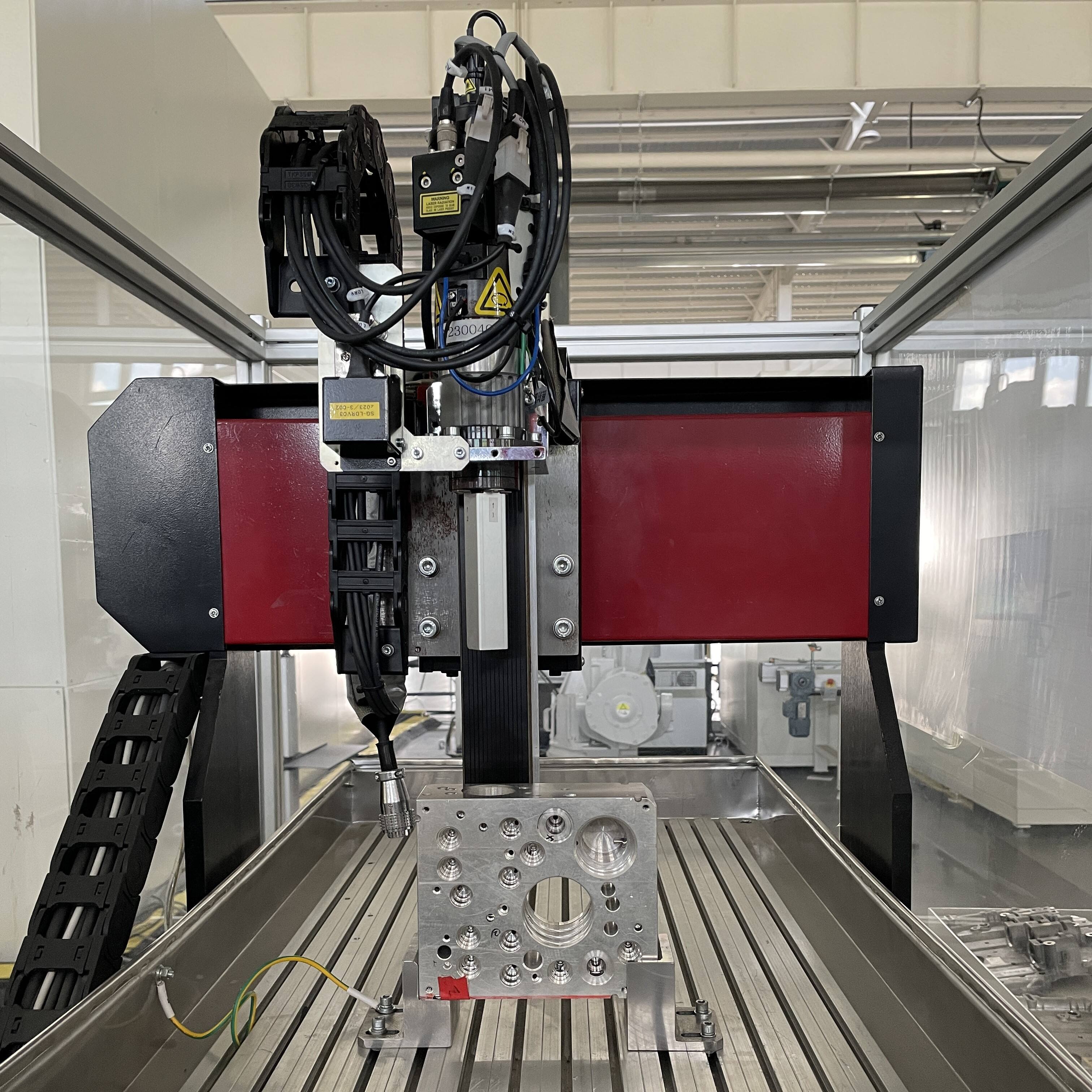
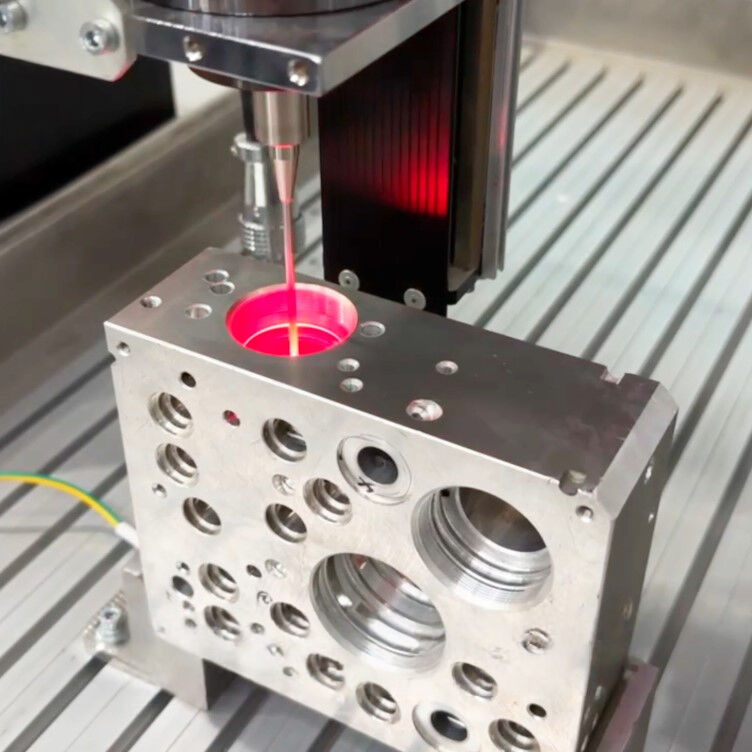
| Méthode d'imagerie | Imagerie laser |
| Source lumineuse | Laser semi-conducteur rouge |
| Défaut minimum détectable | Les contours supérieurs à 0,2 mm peuvent être détectés. |
| Résolution minimale | 0,01 mm. |
| Système de contrôle | Ordinateur industriel et API |
Détection de pièces diverses
Des pièces multiples telles que le corps de vanne, le corps de cylindre, la douille, le noyau du moteur, le boîtier, etc., sont contrôlées, supportant la forme de la sonde robotisée et du centre d'usinage.
Description de l'appareil
En utilisant un objectif laser à rotation rapide (12 000 tours par minute), des défauts tels que rayures, bosses et trous de sable sont détectés sur la paroi intérieure du trou. Cette forme de détection présente des avantages évidents, en particulier pour les trous étroits (avec un diamètre minimum de 4 mm et une précision de 0,3 mm). Le laser peut remplacer les sources lumineuses pour une imagerie parfaite, et avec un algorithme de détection dédié, l'effet de détection des défauts sur la paroi intérieure du trou est excellent, avec une haute précision et une résistance aux interférences lumineuses.