


News
What Is Visual Inspection in Manufacturing?
Visual inspection serves as the primary gateway for quality control within modern multi-stage manufacturing environments. In high-stakes manufacturing plants, maintaining product consistency requires rigorous assessment at every critical junction of the production line. Historically, visual inspection relied entirely on the trained eyes of experienced quality control inspectors who monitored parts manually. Today, this vital process has evolved into a sophisticated blend of human expertise and advanced Automated Optical Inspection systems.
The Technological Shift to Automated Systems
Traditional manual inspection requires exceptional human focus, yet it remains susceptible to physical fatigue and subjective errors during extended factory shifts. To overcome these limitations, advanced manufacturing operations have integrated high-resolution cameras and artificial intelligence algorithms to create automated visual systems. These computer vision setups capture micro-photographic images of components under calibrated lighting environments to identify microscopic surface cracks, dimensional deviations, and casting voids. Field experience indicates that deploying automated systems alongside human specialists reduces defect rates to near zero. According to modern precision manufacturing studies, automated inspection achieves a level of consistency that manual processing cannot match, especially when dealing with high-speed production runs. By utilizing specialized software, these systems compare each manufactured part against a perfect digital template within milliseconds, sorting out defective items before they move to the packaging department.
Critical Cleanliness and Surface Analysis
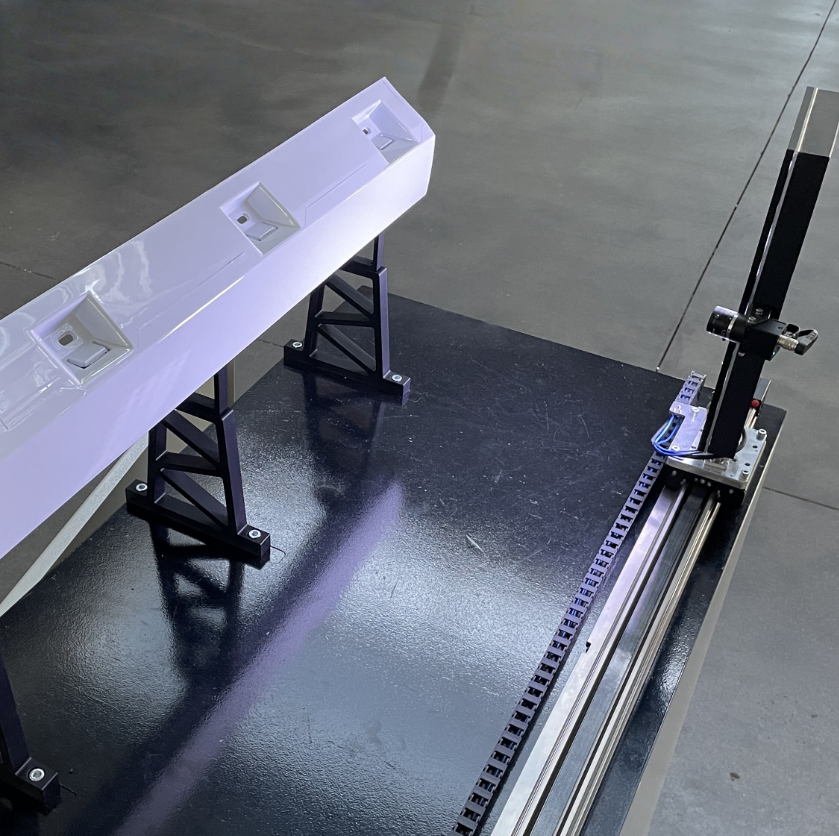
In industries such as aerospace and automotive assembly, visual inspection focuses heavily on identifying surface contaminants and microscopic physical damage. Scratches, micro-pitting, and particulate accumulation can compromise the mechanical integrity of high-stress components during field operations. Our quality engineering divisions prioritize structured illumination techniques, where structured light patterns are projected onto the component surface to detect minute height variations. This meticulous geometric analysis allows inspectors to confirm that surfaces meet exact roughness standards before components enter the final coating stages. Adhering to these precise criteria prevents premature material fatigue, ensures perfect fluid seal alignments, and guarantees flawless structural bonding. This rigorous analysis ensures that every single batch received by global buyers matches the rigid design specifications demanded by extreme operating environments.
Operational Integration and Yield Maximization
Integrating a robust visual inspection framework into an existing production line requires careful planning to balance processing speed with detection accuracy. Quality managers utilize statistical process control software to analyze inspection data in real time, turning quality gates into continuous loops of process improvement. When a visual system flags a recurring defect, production engineers instantly isolate the upstream machinery responsible for the deviation, preventing widespread material waste. This active monitoring maximizes overall factory yield and shortens manufacturing lead times for complex international orders. Furthermore, the comprehensive digital logs generated by automated visual inspection systems provide transparent product traceability. These inspection reports give global distribution networks complete confidence, knowing that every component shipped has passed strict verification protocols and structural evaluations.
The Strategic Business Value of Quality Verification
Beyond the technical parameters on the factory floor, visual inspection directly influences the financial health and brand reputation of a manufacturing enterprise. Shipping defective components to overseas clients can result in expensive product recalls, severe contractual penalties, and permanent damage to commercial relationships. Implementing comprehensive multi-tier inspection protocols mitigates these commercial risks entirely, protecting both the supplier and the wholesale distributor. Industrial procurement managers increasingly evaluate a factory's inspection infrastructure during initial vendor audits, viewing advanced quality control installations as a sign of operational maturity. A well-executed inspection program lowers warranty claims, minimizes cross-border return logistics, and delivers substantial cost savings over long-term production contracts, directly improving the bottom line for high-volume corporate clients.
Global Supply Chain Reliability and Standards
As international market demands become increasingly stringent, maintaining a resilient and verifiable quality framework separates leading manufacturers from standard suppliers. Modern factories must continuously upgrade their optical technologies and software models to keep pace with evolving engineering criteria. Achieving this level of operational excellence requires substantial capital deployment, deep technical knowledge, and an unwavering corporate commitment to manufacturing integrity. This dedication to zero-defect production is a core strength of specialized manufacturing providers worldwide. Global enterprises looking to secure their component procurement pipelines can confidently leverage the state-of-the-art quality control installations and deep engineering resources of ISEE-SHIMADA. By embedding sophisticated visual inspection protocols into a scalable production workflow, global supply networks receive parts that define the pinnacle of precision, reliability, and long-term durability.