


Nyheter
Hur väljer man rätt avkantningsmetod?
Att välja den optimala avkantningsmetoden är en utmaning som många tillverkningsingenjörer står inför när de balanserar kostnad, kvalitet och produktionshastighet. I världen av högprecisionssnittning är den "rätta" metoden aldrig en universell lösning; den beror på en komplex samverkan mellan materialhårdhet, delgeometri och kraven på ytyta. Att välja en underoptimal metod kan leda till för långa cykeltider, inkonsekvent kvalitet eller, i värsta fall, skada på dyrbara komponenter. Utifrån omfattande erfarenhet av precisionsteknik har det blivit uppenbart att framgångsrik avkantning börjar långt innan maskinen sätts igång – den börjar med att förstå de specifika nyanserna hos arbetsstycket. Tillverkare som investerar tid i att utvärdera rätt process tidigt presterar konsekvent bättre än de som förlitar sig på föråldrade eller generiska manuella metoder.
Navigera material egenskaper och begränsningar i delgeometri
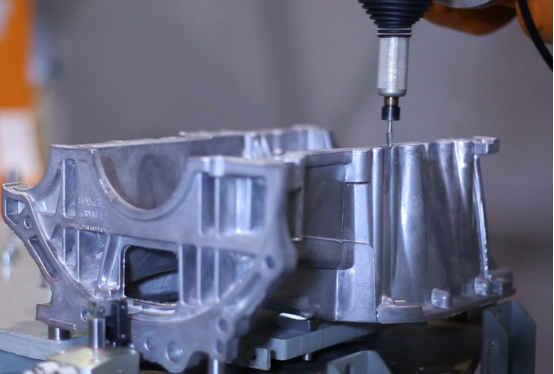
Den främsta faktorn vid valet av avburkningsmetod är materialets inre egenskaper. En metod som fungerar utmärkt för mjuk aluminium, till exempel enkel borstavburkning, skulle vara helt ineffektiv eller till och med skadlig för härdad rostfritt stål eller titanlegeringar. Expertis inom detta område kräver en djup förståelse för metallurgi. Hårdare material kräver ofta aggressiva slipande metoder eller högtrycksvattensprutssystem för att uppnå en ren kant utan ytskador. Å andra sidan spelar geometrin en lika viktig roll. För interna kanaler, tvärborrade hål eller komplexa hydrauliska fördelningsblock är manuell åtkomst ofta omöjlig. Här blir strömningsbaserade lösningar, såsom elektrokemisk avburkning eller rengöring med högtrycksvatten, standardvalet. Att bortse från sambandet mellan materialets hårdhet och geometrisk komplexitet är den snabbaste vägen till produktionsflaskhalsar.
Jämförelse av moderna avburknings-tekniker och deras bästa användningsområden
Landskapet för avburringsteknologier är omfattande och sträcker sig från traditionell manuell skrapning till avancerad robotintegration. Manuell avburring, trots sin låga initialkostnad, är notoriskt inkonsekvent och utsatt för mänskliga fel, vilket gör den olämplig för högvolymsproduktion där precision är avgörande. Å andra sidan ger CNC-integrerad avburring och robotautomatisering en oöverträffad upprepelighet. Avburring med högtrycksvattenstråle föredras allt mer tack vare dess förmåga att rengöra inre passages utan mekanisk kontakt, vilket bevarar delikata ytytor. Termisk energiavburring är mycket effektiv för vissa typer av burrar, men kräver noggrann processkontroll för att undvika att ändra metallurgiska egenskaper hos grundmaterialet. Varje teknik medför sina egna avvägningar när det gäller energiförbrukning, kostnader för förbrukningsmaterial och underhåll. Att identifiera rätt lösning kräver en rigorös analys av produktionsvolymen i förhållande till precisionstoleransen för slutprodukten.
Den strategiska omställningen mot automatiserad och integrerad avslutningsprocess
Tillverkningsexcellens i modern tid definieras av integrationen av avslutningsprocesser direkt i produktionslinjen. Shimada Big Bird har konstaterat att de mest framgångsrika anläggningarna är de som avlägsnar sig från fristående, offline-avslutningsstationer. Istället föredrar de automatiserade rengörings- och avkantningscentraler som tillhandahåller kvalitetskontroll i realtid. Robotladdare och fleraxliga rengöringsmoduler möjliggör en sömlös övergång från bearbetning till avslutning, vilket effektivt eliminera risken för skador vid komponentöverföring. Denna integrerade ansats gör mer än att bara öka farten; den ger en nivå av datastyrd processkontroll som manuella metoder helt enkelt inte kan matcha. Genom att automatisera dessa uppgifter tar företag bort subjektiviteten i mänsklig inspektion och säkerställer att varje enskild komponent – från den första i en serie till den sista – uppfyller samma rigorösa standard.
Maximera affärsvärdet genom processoptimering
Även om den tekniska effektiviteten hos en avkantningsmetod är av yttersta vikt är affärsmässiga överväganden lika viktiga. Att välja rätt metod handlar i grunden om att maximera avkastningen på investeringen (ROI) över hela produktlivscykeln. För höga slutföringskostnader kan underminera vinstmarginalerna för ens de mest effektiva CNC-produktionslinjerna. Dessutom utgör höga kassationskvoter som orsakas av bristfälliga avkantningsprocesser en betydande förlust av material, energi och man-timmar. Genom att välja en hållbar, pålitlig och automatiserad lösning kan företag drastiskt sänka sin kostnad per del samtidigt som kundnöjdheten förbättras tack vare högre kvalitet. Effektivitet i slutföringsprocesser är en konkurrensfördel på globala marknader, där pålitlighet och konsekvens är måttstockarna för långsiktiga partnerskap.
Shimada Big Bird och framtidens precision i avkantning
Att uppnå den perfekta balansen mellan effektivitet, säkerhet och precision är det ultimata målet för varje tillverkningsoperation. Shimada Big Bird är förpliktad att förverkliga denna vision genom att erbjuda avancerad utrustning och stöd för leveranskedjan som förenklar den komplexa uppgiften att släta ytor. Med en djup förståelse för hur man kombinerar specifika maskinbearbetningsbehov med rätt automatiserade lösningar fungerar Shimada Big Bird som en pålitlig partner för företag som vill optimera sina produktionsarbetsflöden. Oavsett om det gäller utmanande geometrier eller krävande materialkrav är fokus fortfarande att leverera teknologier som säkerställer operativ framgång och långsiktig värde. Genom att samarbeta med experter som prioriterar teknisk excellens och pålitlighet kan tillverkare hantera komplexiteten i modern maskinbearbetning med tillförsikt, med vetskapen att deras slutförda processer är optimerade för framtiden.